КАТАЛОГ ТОВАРОВ
КАТАЛОГ ТОВАРОВ





3D печать ABS пластиком
- Что такое ABS пластик, его свойства и особенности
- Отличие от PLA и PETG
- Преимущества и недостатки ABS
- Где применяется ABS в 3D-печати
- Требования к 3D-принтеру для печати ABS
- Основные настройки печати ABS
- Подготовка к печати
- Основные проблемы при печати ABS и их решения
- Постобработка изделий из ABS
- Советы и лайфхаки для стабильной печати ABS
- Подведем итог
PLA проще в печати, PETG химически устойчивее, но они не могут выдержать большие механические нагрузки и нагрев до 100°C, как АБС. Поэтому материал подходит для ответственных задач. Из него печатают шестерни, корпуса электроники, прототипы механизмов и другие изделия.
Что такое ABS пластик, его свойства и особенности
Аббревиатура ABS расшифровывается как акрилонитрилбутадиенстирол. За названием скрывается тройной сополимер. Акрилонитрил отвечает за химическую стойкость и сопротивляемость нагреву. Бутадиен придает материалу способность поглощать энергию удара без разрушения. Стирол связывает структуру, делает поверхность жесткой и придает глянец.
Основные свойства ABS-пластика:
- Прочность. Выдерживает серьезные механические нагрузки, не растрескивается при падениях и ударах.
- Термостойкость. Сохраняет форму при температуре до 100°C (некоторые марки выдерживают нагрев до 113 °C).
- Ударная вязкость. Материал не крошится от резких воздействий.
Пластик прост в обработке. Поверхность отпечатка можно сгладить до блеска с помощью паров ацетона, отдельные части склеить тем же растворителем. Заготовки можно шлифовать, сверлить, окрашивать.
Отличие от PLA и PETG
| Параметр | ABS | PLA | PETG |
| Термостойкость | Высокая (до 100–113°C) | Низкая (деформируется при 60°C) | Средняя (до 85°C) |
| Ударная прочность | Высокая: устойчив к ударам и вибрациям | Хрупкий: склонен к трещинам | Хорошая: прочнее PLA, но уступает ABS |
| Химическая стойкость | Устойчив к маслам, кислотам, щелочам; растворяется в ацетоне | Низкая | Высокая: устойчив ко многим химикатам |
| Постобработка | Отличная: шлифуется, полируется, склеивается хлористым метиленом | Ограниченная: плохо растворяется | Умеренная: шлифуется, возможна химическая обработка дихлорметаном |
| Безопасность | Выделяет токсичные пары, нужна вентиляция | Безопасен, поскольку изготовлен из биосырья | Безопасен: без вредных веществ |
| Усадка | Значительная: нужно масштабирование и защита от сквозняков | Минимальная | Умеренная |
Итог: ABS выбирают, если нужна прочность, термостойкость и возможность доработки отпечатка. PLA подходит для быстрых и безопасных проектов без серьезных нагрузок. PETG используют для универсальных задач, где важна химическая стойкость и простота печати.
Преимущества и недостатки ABS
Рассмотрим основные плюсы материала, благодаря которым он стал востребованным:
- Высокая прочность. Детали из ABS выдерживают механические нагрузки, которые разрушили бы PLA или деформировали PETG.
- Термостойкость. Рабочий диапазон до 100-113°C позволяет использовать ABS в моторных отсеках, под корпусами оборудования и других узлах с нагревом.
- Подходит для механических деталей. ABS гасит вибрации и не разрушается от циклических нагрузок.

Минусы у полимера тоже есть:
- Усадка. Отпечаток сжимается при остывании. Если не компенсировать усадку в настройках слайсера и не защитить рабочую зону от сквозняков, края детали могут оторваться и растрескаться.
- Запах при печати. Нагретый ABS выделяет пары стирола. Запах резкий и небезопасный при долгом вдыхании, поэтому при работе помещение нужно проветривать.
- Нужно оборудование с закрытым корпусом. Печать на открытом устройстве может привести к трещинам и расслоению.
Обратите внимание: ABS-пластик не универсален. Для контакта с пищей и медицинского применения он не подойдет — материал токсичен и не биосовместим. Также ABS не рекомендуют использовать новичкам.
Где применяется ABS в 3D-печати
- Функциональные детали. Из ABS печатают шестерни, шарниры, рычаги, втулки и другие компоненты, которые должны выдерживать механические нагрузки и износ. Материал хорошо работает на изгиб и кручение, подходит для подвижных и сопрягаемых деталей.
- Корпуса. Полимер востребован для изготовления корпусов электроники и бытовой техники. Он защищает внутренние узлы, устойчив к ударам.
- Автокомпоненты. В автомобилестроении филамент применяют для печати молдингов, решеток, вставок, креплений, элементов приборной панели, а также прототипов бамперов и фар.
- Прототипирование. Позволяет проверить геометрию, посадку и функциональность изделия перед запуском в серийное производство.
Также ABS используют в дизайне и хобби для изготовления декоративных элементов, сувениров, игрушек и образовательных моделей.
Требования к 3D-принтеру для печати ABS
Из-за склонности материала к усадке и деформации при остывании нужно соблюдать ряд требований.
Закрытая камера (желательно)
Помогает поддержать стабильную температуру в рабочей зоне и защищает от сквозняков. В итоге снижается риск коробления и отслоения модели. Закрытая камера — обязательное условие при печати крупных объектов. Полностью закрытые принтеры дороже, но для ABS вложения оправданы.
Активная термокамера
Прогревает воздух внутри до ~60-65°С и улучшает адгезию между слоями. Она помогает сократить риск расслоения и увеличивает прочность деталей поперек слоев на ~20-50%.
Подогреваемый стол
Без подогрева пластик не закрепится на холодной поверхности. Стол должен держать нагрев весь цикл печати, а не только на старте. Остывшая платформа сожмет нижние слои быстрее верхних — отпечаток может оторваться от поверхности во время построения.
Стабильная температура
На температурные колебания деталь может отзываться усадкой или расслоением.
Основные настройки печати ABS
- Температура экструдера. Рабочий диапазон 230-260°C. Точное значение зависит от конкретного производителя филамента. Начинайте с 240°C и корректируйте по тестовой печати. Недогрев даст слабое сцепление слоев, перегрев — пузыри и деградацию пластика.
- Нагрев стола. Платформу прогревают до 80-110°C. Для первого слоя часто выставляют верхнюю границу, а после опускаются на 5-10 градусов.
- Скорость печати. Оптимально 40-60 мм/с. Для печати первого слоя значения устанавливают на 20-30 мм/с.
- Обдув. Вентилятор почти всегда отключают. Быстрое охлаждение создает резкий перепад температуры, из-за чего могут появиться трещины. Легкий обдув иногда включают на мостах и нависающих элементах, но мощность выставляют минимальной (10-20%). В закрытой термокамере часто хватает естественной конвекции.
- Адгезия первого слоя. Без надежного сцепления со столом печать закончится, едва начавшись. Используйте клей-карандаш, клейстер из ABS с ацетоном или специальные адгезионные составы.
Подготовка к печати
Перед печатью откалибруйте стол: нужно добиться равномерного зазора между соплом и поверхностью по всей площади рабочей платформы. Для этого проверьте уровень в нескольких точках вручную или с помощью автоматической калибровки, если она предусмотрена в принтере.
Чтобы минимизировать риск отрыва детали из-за усадки ABS, используйте адгезионные средства. На поверхность стола можно нанести специальный клей для 3D-печати или лак. Если стол оснащен PEI-пластины, дополнительные средства обычно не нужны.
Важна сушка пластика. ABS впитывает влагу из воздуха. Отсыревший филамент выдает себя потрескиванием при печати, пузырями на поверхности детали и плохим сцеплением слоев. Перед печатью катушку нужно просушить в течение 4-6 часов при 60-70 градусах. Можно использовать сушилки для фруктов, филаментов или духовку.
Основные проблемы при печати ABS и их решения
Новички и опытные пользователи иногда сталкиваются со сложностями при печати ABS. Разберем 4 основные проблемы.
Усадка и деформация
Проблема: края отпечатки загибаются вверх, углы отрываются, деталь коробится.

Причина: ABS сжимается при остывании. Если верхние слои охлаждаются быстрее нижних, возникает внутреннее напряжение, из-за которого края отрываются.
Решение: держите камеру закрытой весь цикл печати. Поднимите температуру стола до верхней границы диапазона. Добавьте кайму в слайсере — он увеличит пятно контакта. Исключите сквозняки.
Расслоение слоев
Проблема: готовый объект трескается по горизонтали, слои отделяются друг от друга.
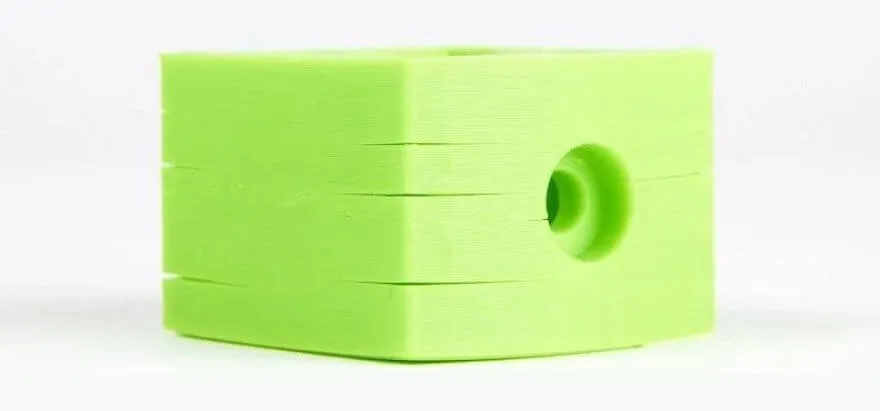
Причина: слабое сцепление между слоями. Возникает при заниженной температуре сопла, слишком высокой скорости или резком охлаждении предыдущего слоя до укладки следующего.
Решение: поднимите температуру сопла на 5-10 градусов. Снизьте скорость печати до 40-50 мм/с. Отключите обдув. Проверьте термодатчик, возможно, он показывает неверные значения и реальная температура ниже заданной.
Нити и «паутинка»
Проблема: за соплом тянутся тонкие волоски пластика, деталь покрывается пухом.

Причина: избыточная температура экструдера или недостаточная откат. Пластик слишком жидкий и продолжает вытекать при холостых перемещениях.
Решение: снизьте температуру сопла ступенчато по 5°C. Увеличьте длину откат на 1-2 мм для «Боуден» экструдеров и 0,1-0,5 мм для экструдеров «Директ». Ускорьте холостые перемещения — чем быстрее сопло уходит с точки, тем меньше будет нитей. Проверьте сухость филамента: влажный ABS тоже склонен к «паутинке».
Плохая адгезия
Проблема: первый слой не прилипает к столу, смещается или отрывается во время печати.

Причина: неправильный зазор между соплом и платформой, недостаточная температура стола или загрязненная поверхность.
Решение: откалибруйте стол на рабочей температуре щупом 0,1 мм. Обезжирьте платформу изопропиловым спиртом. Нанесите свежий слой клея или лака. Убедитесь, что стол равномерно прогрет.
Постобработка изделий из ABS
Объекты из ABS легко поддаются постобработке. Для глянцевого эффекта их обрабатывают ацетоном паровой баней или кистью в проветриваемом помещении. Неровности убирают шлифовкой. Детали склеивают ацетоном и дихлорметаном, который менее токсичен. Для финишного вида наносят грунтовку, затем краску.
Советы и лайфхаки для стабильной печати ABS
- Используйте кайму или юбку, он улучшит адгезию и снизит риск отслоения.
- Печатайте в закрытой камере, она поддержит стабильную температуру, уменьшит усадку и деформацию.
- Избегайте сквозняков, они приводят к неравномерному охлаждению и короблению объекта.
- Не ставьте сильный обдув (особенно на первых слоях), он провоцирует усадку и расслоение. При необходимости используйте минимальный обдув только для мелких элементов.
Подведем итог
Используйте ABS, если нужны прочные, ударопрочные и термостойкие детали, например, компоненты механизмов, корпуса устройств, автодетали или рабочие прототипы.
Материал хорошо поддается постобработке и подходит для изделий с умеренной нагрузкой. Но чаще его используют опытные пользователи. Нужно учитывать усадку, контролировать температуру, использовать закрытую камеру и сушить филамент перед использованием. Новичкам может быть сложно, поэтому тем, кто осваивает первые шаги в мире аддитивных технологий, для старта лучше выбрать более простой в работе PLA.
" ["~DETAIL_TEXT"]=> string(23034) "Содержание
- Что такое ABS пластик, его свойства и особенности
- Отличие от PLA и PETG
- Преимущества и недостатки ABS
- Где применяется ABS в 3D-печати
- Требования к 3D-принтеру для печати ABS
- Основные настройки печати ABS
- Подготовка к печати
- Основные проблемы при печати ABS и их решения
- Постобработка изделий из ABS
- Советы и лайфхаки для стабильной печати ABS
- Подведем итог
PLA проще в печати, PETG химически устойчивее, но они не могут выдержать большие механические нагрузки и нагрев до 100°C, как АБС. Поэтому материал подходит для ответственных задач. Из него печатают шестерни, корпуса электроники, прототипы механизмов и другие изделия.
Что такое ABS пластик, его свойства и особенности
Аббревиатура ABS расшифровывается как акрилонитрилбутадиенстирол. За названием скрывается тройной сополимер. Акрилонитрил отвечает за химическую стойкость и сопротивляемость нагреву. Бутадиен придает материалу способность поглощать энергию удара без разрушения. Стирол связывает структуру, делает поверхность жесткой и придает глянец.
Основные свойства ABS-пластика:
- Прочность. Выдерживает серьезные механические нагрузки, не растрескивается при падениях и ударах.
- Термостойкость. Сохраняет форму при температуре до 100°C (некоторые марки выдерживают нагрев до 113 °C).
- Ударная вязкость. Материал не крошится от резких воздействий.
Пластик прост в обработке. Поверхность отпечатка можно сгладить до блеска с помощью паров ацетона, отдельные части склеить тем же растворителем. Заготовки можно шлифовать, сверлить, окрашивать.
Отличие от PLA и PETG
| Параметр | ABS | PLA | PETG |
| Термостойкость | Высокая (до 100–113°C) | Низкая (деформируется при 60°C) | Средняя (до 85°C) |
| Ударная прочность | Высокая: устойчив к ударам и вибрациям | Хрупкий: склонен к трещинам | Хорошая: прочнее PLA, но уступает ABS |
| Химическая стойкость | Устойчив к маслам, кислотам, щелочам; растворяется в ацетоне | Низкая | Высокая: устойчив ко многим химикатам |
| Постобработка | Отличная: шлифуется, полируется, склеивается хлористым метиленом | Ограниченная: плохо растворяется | Умеренная: шлифуется, возможна химическая обработка дихлорметаном |
| Безопасность | Выделяет токсичные пары, нужна вентиляция | Безопасен, поскольку изготовлен из биосырья | Безопасен: без вредных веществ |
| Усадка | Значительная: нужно масштабирование и защита от сквозняков | Минимальная | Умеренная |
Итог: ABS выбирают, если нужна прочность, термостойкость и возможность доработки отпечатка. PLA подходит для быстрых и безопасных проектов без серьезных нагрузок. PETG используют для универсальных задач, где важна химическая стойкость и простота печати.
Преимущества и недостатки ABS
Рассмотрим основные плюсы материала, благодаря которым он стал востребованным:
- Высокая прочность. Детали из ABS выдерживают механические нагрузки, которые разрушили бы PLA или деформировали PETG.
- Термостойкость. Рабочий диапазон до 100-113°C позволяет использовать ABS в моторных отсеках, под корпусами оборудования и других узлах с нагревом.
- Подходит для механических деталей. ABS гасит вибрации и не разрушается от циклических нагрузок.
Минусы у полимера тоже есть:
- Усадка. Отпечаток сжимается при остывании. Если не компенсировать усадку в настройках слайсера и не защитить рабочую зону от сквозняков, края детали могут оторваться и растрескаться.
- Запах при печати. Нагретый ABS выделяет пары стирола. Запах резкий и небезопасный при долгом вдыхании, поэтому при работе помещение нужно проветривать.
- Нужно оборудование с закрытым корпусом. Печать на открытом устройстве может привести к трещинам и расслоению.
Обратите внимание: ABS-пластик не универсален. Для контакта с пищей и медицинского применения он не подойдет — материал токсичен и не биосовместим. Также ABS не рекомендуют использовать новичкам.
Где применяется ABS в 3D-печати
- Функциональные детали. Из ABS печатают шестерни, шарниры, рычаги, втулки и другие компоненты, которые должны выдерживать механические нагрузки и износ. Материал хорошо работает на изгиб и кручение, подходит для подвижных и сопрягаемых деталей.
- Корпуса. Полимер востребован для изготовления корпусов электроники и бытовой техники. Он защищает внутренние узлы, устойчив к ударам.
- Автокомпоненты. В автомобилестроении филамент применяют для печати молдингов, решеток, вставок, креплений, элементов приборной панели, а также прототипов бамперов и фар.
- Прототипирование. Позволяет проверить геометрию, посадку и функциональность изделия перед запуском в серийное производство.
Также ABS используют в дизайне и хобби для изготовления декоративных элементов, сувениров, игрушек и образовательных моделей.
Требования к 3D-принтеру для печати ABS
Из-за склонности материала к усадке и деформации при остывании нужно соблюдать ряд требований.
Закрытая камера (желательно)
Помогает поддержать стабильную температуру в рабочей зоне и защищает от сквозняков. В итоге снижается риск коробления и отслоения модели. Закрытая камера — обязательное условие при печати крупных объектов. Полностью закрытые принтеры дороже, но для ABS вложения оправданы.
Активная термокамера
Прогревает воздух внутри до ~60-65°С и улучшает адгезию между слоями. Она помогает сократить риск расслоения и увеличивает прочность деталей поперек слоев на ~20-50%.
Подогреваемый стол
Без подогрева пластик не закрепится на холодной поверхности. Стол должен держать нагрев весь цикл печати, а не только на старте. Остывшая платформа сожмет нижние слои быстрее верхних — отпечаток может оторваться от поверхности во время построения.
Стабильная температура
На температурные колебания деталь может отзываться усадкой или расслоением.
Основные настройки печати ABS
- Температура экструдера. Рабочий диапазон 230-260°C. Точное значение зависит от конкретного производителя филамента. Начинайте с 240°C и корректируйте по тестовой печати. Недогрев даст слабое сцепление слоев, перегрев — пузыри и деградацию пластика.
- Нагрев стола. Платформу прогревают до 80-110°C. Для первого слоя часто выставляют верхнюю границу, а после опускаются на 5-10 градусов.
- Скорость печати. Оптимально 40-60 мм/с. Для печати первого слоя значения устанавливают на 20-30 мм/с.
- Обдув. Вентилятор почти всегда отключают. Быстрое охлаждение создает резкий перепад температуры, из-за чего могут появиться трещины. Легкий обдув иногда включают на мостах и нависающих элементах, но мощность выставляют минимальной (10-20%). В закрытой термокамере часто хватает естественной конвекции.
- Адгезия первого слоя. Без надежного сцепления со столом печать закончится, едва начавшись. Используйте клей-карандаш, клейстер из ABS с ацетоном или специальные адгезионные составы.
Подготовка к печати
Перед печатью откалибруйте стол: нужно добиться равномерного зазора между соплом и поверхностью по всей площади рабочей платформы. Для этого проверьте уровень в нескольких точках вручную или с помощью автоматической калибровки, если она предусмотрена в принтере.
Чтобы минимизировать риск отрыва детали из-за усадки ABS, используйте адгезионные средства. На поверхность стола можно нанести специальный клей для 3D-печати или лак. Если стол оснащен PEI-пластины, дополнительные средства обычно не нужны.
Важна сушка пластика. ABS впитывает влагу из воздуха. Отсыревший филамент выдает себя потрескиванием при печати, пузырями на поверхности детали и плохим сцеплением слоев. Перед печатью катушку нужно просушить в течение 4-6 часов при 60-70 градусах. Можно использовать сушилки для фруктов, филаментов или духовку.
Основные проблемы при печати ABS и их решения
Новички и опытные пользователи иногда сталкиваются со сложностями при печати ABS. Разберем 4 основные проблемы.
Усадка и деформация
Проблема: края отпечатки загибаются вверх, углы отрываются, деталь коробится.
Причина: ABS сжимается при остывании. Если верхние слои охлаждаются быстрее нижних, возникает внутреннее напряжение, из-за которого края отрываются.
Решение: держите камеру закрытой весь цикл печати. Поднимите температуру стола до верхней границы диапазона. Добавьте кайму в слайсере — он увеличит пятно контакта. Исключите сквозняки.
Расслоение слоев
Проблема: готовый объект трескается по горизонтали, слои отделяются друг от друга.
Причина: слабое сцепление между слоями. Возникает при заниженной температуре сопла, слишком высокой скорости или резком охлаждении предыдущего слоя до укладки следующего.
Решение: поднимите температуру сопла на 5-10 градусов. Снизьте скорость печати до 40-50 мм/с. Отключите обдув. Проверьте термодатчик, возможно, он показывает неверные значения и реальная температура ниже заданной.
Нити и «паутинка»
Проблема: за соплом тянутся тонкие волоски пластика, деталь покрывается пухом.
Причина: избыточная температура экструдера или недостаточная откат. Пластик слишком жидкий и продолжает вытекать при холостых перемещениях.
Решение: снизьте температуру сопла ступенчато по 5°C. Увеличьте длину откат на 1-2 мм для «Боуден» экструдеров и 0,1-0,5 мм для экструдеров «Директ». Ускорьте холостые перемещения — чем быстрее сопло уходит с точки, тем меньше будет нитей. Проверьте сухость филамента: влажный ABS тоже склонен к «паутинке».
Плохая адгезия
Проблема: первый слой не прилипает к столу, смещается или отрывается во время печати.
Причина: неправильный зазор между соплом и платформой, недостаточная температура стола или загрязненная поверхность.
Решение: откалибруйте стол на рабочей температуре щупом 0,1 мм. Обезжирьте платформу изопропиловым спиртом. Нанесите свежий слой клея или лака. Убедитесь, что стол равномерно прогрет.
Постобработка изделий из ABS
Объекты из ABS легко поддаются постобработке. Для глянцевого эффекта их обрабатывают ацетоном паровой баней или кистью в проветриваемом помещении. Неровности убирают шлифовкой. Детали склеивают ацетоном и дихлорметаном, который менее токсичен. Для финишного вида наносят грунтовку, затем краску.
Советы и лайфхаки для стабильной печати ABS
- Используйте кайму или юбку, он улучшит адгезию и снизит риск отслоения.
- Печатайте в закрытой камере, она поддержит стабильную температуру, уменьшит усадку и деформацию.
- Избегайте сквозняков, они приводят к неравномерному охлаждению и короблению объекта.
- Не ставьте сильный обдув (особенно на первых слоях), он провоцирует усадку и расслоение. При необходимости используйте минимальный обдув только для мелких элементов.
Подведем итог
Используйте ABS, если нужны прочные, ударопрочные и термостойкие детали, например, компоненты механизмов, корпуса устройств, автодетали или рабочие прототипы.
Материал хорошо поддается постобработке и подходит для изделий с умеренной нагрузкой. Но чаще его используют опытные пользователи. Нужно учитывать усадку, контролировать температуру, использовать закрытую камеру и сушить филамент перед использованием. Новичкам может быть сложно, поэтому тем, кто осваивает первые шаги в мире аддитивных технологий, для старта лучше выбрать более простой в работе PLA.
" ["DETAIL_PICTURE"]=> array(20) { ["ID"]=> string(5) "46652" ["TIMESTAMP_X"]=> string(19) "24.06.2026 14:54:33" ["MODULE_ID"]=> string(6) "iblock" ["HEIGHT"]=> string(3) "675" ["WIDTH"]=> string(4) "1200" ["FILE_SIZE"]=> string(5) "41298" ["CONTENT_TYPE"]=> string(10) "image/jpeg" ["SUBDIR"]=> string(43) "iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m" ["FILE_NAME"]=> string(27) "3d-pechat-abs-plastikom.jpg" ["ORIGINAL_NAME"]=> string(27) "3d-pechat-abs-plastikom.jpg" ["DESCRIPTION"]=> string(0) "" ["HANDLER_ID"]=> NULL ["EXTERNAL_ID"]=> string(32) "qn4bsmx9xlt2nh6eaub1h8tf4qafc4w8" ["VERSION_ORIGINAL_ID"]=> NULL ["META"]=> string(0) "" ["SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m/3d-pechat-abs-plastikom.webp" ["UNSAFE_SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m/3d-pechat-abs-plastikom.webp" ["SAFE_SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m/3d-pechat-abs-plastikom.webp" ["ALT"]=> string(38) "3D печать ABS пластиком" ["TITLE"]=> string(38) "3D печать ABS пластиком" } ["~DETAIL_PICTURE"]=> string(5) "46652" ["DATE_ACTIVE_FROM"]=> string(10) "03.06.2026" ["~DATE_ACTIVE_FROM"]=> string(10) "03.06.2026" ["ACTIVE_FROM_X"]=> string(19) "2026-06-03 00:00:00" ["~ACTIVE_FROM_X"]=> string(19) "2026-06-03 00:00:00" ["ACTIVE_FROM"]=> string(10) "03.06.2026" ["~ACTIVE_FROM"]=> string(10) "03.06.2026" ["DATE_ACTIVE_TO"]=> NULL ["~DATE_ACTIVE_TO"]=> NULL ["ACTIVE_TO"]=> NULL ["~ACTIVE_TO"]=> NULL ["ID"]=> string(5) "11268" ["~ID"]=> string(5) "11268" ["NAME"]=> string(38) "3D печать ABS пластиком" ["~NAME"]=> string(38) "3D печать ABS пластиком" ["IBLOCK_ID"]=> string(1) "1" ["~IBLOCK_ID"]=> string(1) "1" ["IBLOCK_SECTION_ID"]=> NULL ["~IBLOCK_SECTION_ID"]=> NULL ["DETAIL_TEXT_TYPE"]=> string(4) "html" ["~DETAIL_TEXT_TYPE"]=> string(4) "html" ["PREVIEW_TEXT_TYPE"]=> string(4) "html" ["~PREVIEW_TEXT_TYPE"]=> string(4) "html" ["TIMESTAMP_X"]=> string(19) "24.06.2026 14:54:33" ["~TIMESTAMP_X"]=> string(19) "24.06.2026 14:54:33" ["LIST_PAGE_URL"]=> string(6) "/blog/" ["~LIST_PAGE_URL"]=> string(6) "/blog/" ["DETAIL_PAGE_URL"]=> string(30) "/blog/3d-pechat-abs-plastikom/" ["~DETAIL_PAGE_URL"]=> string(30) "/blog/3d-pechat-abs-plastikom/" ["CANONICAL_PAGE_URL"]=> string(0) "" ["~CANONICAL_PAGE_URL"]=> string(0) "" ["LANG_DIR"]=> string(1) "/" ["~LANG_DIR"]=> string(1) "/" ["CODE"]=> string(23) "3d-pechat-abs-plastikom" ["~CODE"]=> string(23) "3d-pechat-abs-plastikom" ["EXTERNAL_ID"]=> string(5) "11268" ["~EXTERNAL_ID"]=> string(5) "11268" ["IBLOCK_TYPE_ID"]=> string(4) "news" ["~IBLOCK_TYPE_ID"]=> string(4) "news" ["IBLOCK_CODE"]=> string(4) "news" ["~IBLOCK_CODE"]=> string(4) "news" ["IBLOCK_EXTERNAL_ID"]=> string(15) "clothes_news_s1" ["~IBLOCK_EXTERNAL_ID"]=> string(15) "clothes_news_s1" ["LID"]=> string(2) "s1" ["~LID"]=> string(2) "s1" ["NAV_RESULT"]=> bool(false) ["NAV_CACHED_DATA"]=> NULL ["DISPLAY_ACTIVE_FROM"]=> string(10) "03.06.2026" ["IPROPERTY_VALUES"]=> array(3) { ["ELEMENT_META_TITLE"]=> string(162) "3D печать ABS пластиком: особенности и характеристики, настройки принтера, применение | 3Dtech" ["ELEMENT_META_KEYWORDS"]=> string(37) "3D, печать, ABS, пластик" ["ELEMENT_META_DESCRIPTION"]=> string(408) "Подробный обзор процесса 3D печати ABS пластиком. Все о свойствах и особенностях материала и его применении, включая характеристики, плюсы и минусы, сравнение с аналогами. Советы и лайфхаки от экспертов читайте в нашей статье" } ["FIELDS"]=> array(8) { ["PREVIEW_TEXT"]=> string(471) "ABS-пластик — инженерный материал для 3D печати на FDM (FFF) принтерах. Инженеры и энтузиасты по всему миру продолжают выбирать его для своих проектов. И это неспроста: по сочетанию прочности, термостойкости и доступности у пластика нет прямых конкурентов.
" ["PREVIEW_PICTURE"]=> array(20) { ["ID"]=> string(5) "46651" ["TIMESTAMP_X"]=> string(19) "24.06.2026 14:54:33" ["MODULE_ID"]=> string(6) "iblock" ["HEIGHT"]=> string(3) "675" ["WIDTH"]=> string(4) "1200" ["FILE_SIZE"]=> string(5) "41298" ["CONTENT_TYPE"]=> string(10) "image/jpeg" ["SUBDIR"]=> string(43) "iblock/88b/ovoeqvob63xpqqmhejjwiugskgrjy70j" ["FILE_NAME"]=> string(27) "3d-pechat-abs-plastikom.jpg" ["ORIGINAL_NAME"]=> string(27) "3d-pechat-abs-plastikom.jpg" ["DESCRIPTION"]=> string(0) "" ["HANDLER_ID"]=> NULL ["EXTERNAL_ID"]=> string(32) "2zrv94tmm4odewbt3z1v1257uadppv1z" ["VERSION_ORIGINAL_ID"]=> NULL ["META"]=> string(0) "" ["SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/88b/ovoeqvob63xpqqmhejjwiugskgrjy70j/3d-pechat-abs-plastikom.webp" ["UNSAFE_SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/88b/ovoeqvob63xpqqmhejjwiugskgrjy70j/3d-pechat-abs-plastikom.webp" ["SAFE_SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/88b/ovoeqvob63xpqqmhejjwiugskgrjy70j/3d-pechat-abs-plastikom.webp" ["ALT"]=> string(38) "3D печать ABS пластиком" ["TITLE"]=> string(38) "3D печать ABS пластиком" } ["DETAIL_TEXT"]=> string(23034) "Содержание
- Что такое ABS пластик, его свойства и особенности
- Отличие от PLA и PETG
- Преимущества и недостатки ABS
- Где применяется ABS в 3D-печати
- Требования к 3D-принтеру для печати ABS
- Основные настройки печати ABS
- Подготовка к печати
- Основные проблемы при печати ABS и их решения
- Постобработка изделий из ABS
- Советы и лайфхаки для стабильной печати ABS
- Подведем итог
PLA проще в печати, PETG химически устойчивее, но они не могут выдержать большие механические нагрузки и нагрев до 100°C, как АБС. Поэтому материал подходит для ответственных задач. Из него печатают шестерни, корпуса электроники, прототипы механизмов и другие изделия.
Что такое ABS пластик, его свойства и особенности
Аббревиатура ABS расшифровывается как акрилонитрилбутадиенстирол. За названием скрывается тройной сополимер. Акрилонитрил отвечает за химическую стойкость и сопротивляемость нагреву. Бутадиен придает материалу способность поглощать энергию удара без разрушения. Стирол связывает структуру, делает поверхность жесткой и придает глянец.
Основные свойства ABS-пластика:
- Прочность. Выдерживает серьезные механические нагрузки, не растрескивается при падениях и ударах.
- Термостойкость. Сохраняет форму при температуре до 100°C (некоторые марки выдерживают нагрев до 113 °C).
- Ударная вязкость. Материал не крошится от резких воздействий.
Пластик прост в обработке. Поверхность отпечатка можно сгладить до блеска с помощью паров ацетона, отдельные части склеить тем же растворителем. Заготовки можно шлифовать, сверлить, окрашивать.
Отличие от PLA и PETG
| Параметр | ABS | PLA | PETG |
| Термостойкость | Высокая (до 100–113°C) | Низкая (деформируется при 60°C) | Средняя (до 85°C) |
| Ударная прочность | Высокая: устойчив к ударам и вибрациям | Хрупкий: склонен к трещинам | Хорошая: прочнее PLA, но уступает ABS |
| Химическая стойкость | Устойчив к маслам, кислотам, щелочам; растворяется в ацетоне | Низкая | Высокая: устойчив ко многим химикатам |
| Постобработка | Отличная: шлифуется, полируется, склеивается хлористым метиленом | Ограниченная: плохо растворяется | Умеренная: шлифуется, возможна химическая обработка дихлорметаном |
| Безопасность | Выделяет токсичные пары, нужна вентиляция | Безопасен, поскольку изготовлен из биосырья | Безопасен: без вредных веществ |
| Усадка | Значительная: нужно масштабирование и защита от сквозняков | Минимальная | Умеренная |
Итог: ABS выбирают, если нужна прочность, термостойкость и возможность доработки отпечатка. PLA подходит для быстрых и безопасных проектов без серьезных нагрузок. PETG используют для универсальных задач, где важна химическая стойкость и простота печати.
Преимущества и недостатки ABS
Рассмотрим основные плюсы материала, благодаря которым он стал востребованным:
- Высокая прочность. Детали из ABS выдерживают механические нагрузки, которые разрушили бы PLA или деформировали PETG.
- Термостойкость. Рабочий диапазон до 100-113°C позволяет использовать ABS в моторных отсеках, под корпусами оборудования и других узлах с нагревом.
- Подходит для механических деталей. ABS гасит вибрации и не разрушается от циклических нагрузок.
Минусы у полимера тоже есть:
- Усадка. Отпечаток сжимается при остывании. Если не компенсировать усадку в настройках слайсера и не защитить рабочую зону от сквозняков, края детали могут оторваться и растрескаться.
- Запах при печати. Нагретый ABS выделяет пары стирола. Запах резкий и небезопасный при долгом вдыхании, поэтому при работе помещение нужно проветривать.
- Нужно оборудование с закрытым корпусом. Печать на открытом устройстве может привести к трещинам и расслоению.
Обратите внимание: ABS-пластик не универсален. Для контакта с пищей и медицинского применения он не подойдет — материал токсичен и не биосовместим. Также ABS не рекомендуют использовать новичкам.
Где применяется ABS в 3D-печати
- Функциональные детали. Из ABS печатают шестерни, шарниры, рычаги, втулки и другие компоненты, которые должны выдерживать механические нагрузки и износ. Материал хорошо работает на изгиб и кручение, подходит для подвижных и сопрягаемых деталей.
- Корпуса. Полимер востребован для изготовления корпусов электроники и бытовой техники. Он защищает внутренние узлы, устойчив к ударам.
- Автокомпоненты. В автомобилестроении филамент применяют для печати молдингов, решеток, вставок, креплений, элементов приборной панели, а также прототипов бамперов и фар.
- Прототипирование. Позволяет проверить геометрию, посадку и функциональность изделия перед запуском в серийное производство.
Также ABS используют в дизайне и хобби для изготовления декоративных элементов, сувениров, игрушек и образовательных моделей.
Требования к 3D-принтеру для печати ABS
Из-за склонности материала к усадке и деформации при остывании нужно соблюдать ряд требований.
Закрытая камера (желательно)
Помогает поддержать стабильную температуру в рабочей зоне и защищает от сквозняков. В итоге снижается риск коробления и отслоения модели. Закрытая камера — обязательное условие при печати крупных объектов. Полностью закрытые принтеры дороже, но для ABS вложения оправданы.
Активная термокамера
Прогревает воздух внутри до ~60-65°С и улучшает адгезию между слоями. Она помогает сократить риск расслоения и увеличивает прочность деталей поперек слоев на ~20-50%.
Подогреваемый стол
Без подогрева пластик не закрепится на холодной поверхности. Стол должен держать нагрев весь цикл печати, а не только на старте. Остывшая платформа сожмет нижние слои быстрее верхних — отпечаток может оторваться от поверхности во время построения.
Стабильная температура
На температурные колебания деталь может отзываться усадкой или расслоением.
Основные настройки печати ABS
- Температура экструдера. Рабочий диапазон 230-260°C. Точное значение зависит от конкретного производителя филамента. Начинайте с 240°C и корректируйте по тестовой печати. Недогрев даст слабое сцепление слоев, перегрев — пузыри и деградацию пластика.
- Нагрев стола. Платформу прогревают до 80-110°C. Для первого слоя часто выставляют верхнюю границу, а после опускаются на 5-10 градусов.
- Скорость печати. Оптимально 40-60 мм/с. Для печати первого слоя значения устанавливают на 20-30 мм/с.
- Обдув. Вентилятор почти всегда отключают. Быстрое охлаждение создает резкий перепад температуры, из-за чего могут появиться трещины. Легкий обдув иногда включают на мостах и нависающих элементах, но мощность выставляют минимальной (10-20%). В закрытой термокамере часто хватает естественной конвекции.
- Адгезия первого слоя. Без надежного сцепления со столом печать закончится, едва начавшись. Используйте клей-карандаш, клейстер из ABS с ацетоном или специальные адгезионные составы.
Подготовка к печати
Перед печатью откалибруйте стол: нужно добиться равномерного зазора между соплом и поверхностью по всей площади рабочей платформы. Для этого проверьте уровень в нескольких точках вручную или с помощью автоматической калибровки, если она предусмотрена в принтере.
Чтобы минимизировать риск отрыва детали из-за усадки ABS, используйте адгезионные средства. На поверхность стола можно нанести специальный клей для 3D-печати или лак. Если стол оснащен PEI-пластины, дополнительные средства обычно не нужны.
Важна сушка пластика. ABS впитывает влагу из воздуха. Отсыревший филамент выдает себя потрескиванием при печати, пузырями на поверхности детали и плохим сцеплением слоев. Перед печатью катушку нужно просушить в течение 4-6 часов при 60-70 градусах. Можно использовать сушилки для фруктов, филаментов или духовку.
Основные проблемы при печати ABS и их решения
Новички и опытные пользователи иногда сталкиваются со сложностями при печати ABS. Разберем 4 основные проблемы.
Усадка и деформация
Проблема: края отпечатки загибаются вверх, углы отрываются, деталь коробится.
Причина: ABS сжимается при остывании. Если верхние слои охлаждаются быстрее нижних, возникает внутреннее напряжение, из-за которого края отрываются.
Решение: держите камеру закрытой весь цикл печати. Поднимите температуру стола до верхней границы диапазона. Добавьте кайму в слайсере — он увеличит пятно контакта. Исключите сквозняки.
Расслоение слоев
Проблема: готовый объект трескается по горизонтали, слои отделяются друг от друга.
Причина: слабое сцепление между слоями. Возникает при заниженной температуре сопла, слишком высокой скорости или резком охлаждении предыдущего слоя до укладки следующего.
Решение: поднимите температуру сопла на 5-10 градусов. Снизьте скорость печати до 40-50 мм/с. Отключите обдув. Проверьте термодатчик, возможно, он показывает неверные значения и реальная температура ниже заданной.
Нити и «паутинка»
Проблема: за соплом тянутся тонкие волоски пластика, деталь покрывается пухом.
Причина: избыточная температура экструдера или недостаточная откат. Пластик слишком жидкий и продолжает вытекать при холостых перемещениях.
Решение: снизьте температуру сопла ступенчато по 5°C. Увеличьте длину откат на 1-2 мм для «Боуден» экструдеров и 0,1-0,5 мм для экструдеров «Директ». Ускорьте холостые перемещения — чем быстрее сопло уходит с точки, тем меньше будет нитей. Проверьте сухость филамента: влажный ABS тоже склонен к «паутинке».
Плохая адгезия
Проблема: первый слой не прилипает к столу, смещается или отрывается во время печати.
Причина: неправильный зазор между соплом и платформой, недостаточная температура стола или загрязненная поверхность.
Решение: откалибруйте стол на рабочей температуре щупом 0,1 мм. Обезжирьте платформу изопропиловым спиртом. Нанесите свежий слой клея или лака. Убедитесь, что стол равномерно прогрет.
Постобработка изделий из ABS
Объекты из ABS легко поддаются постобработке. Для глянцевого эффекта их обрабатывают ацетоном паровой баней или кистью в проветриваемом помещении. Неровности убирают шлифовкой. Детали склеивают ацетоном и дихлорметаном, который менее токсичен. Для финишного вида наносят грунтовку, затем краску.
Советы и лайфхаки для стабильной печати ABS
- Используйте кайму или юбку, он улучшит адгезию и снизит риск отслоения.
- Печатайте в закрытой камере, она поддержит стабильную температуру, уменьшит усадку и деформацию.
- Избегайте сквозняков, они приводят к неравномерному охлаждению и короблению объекта.
- Не ставьте сильный обдув (особенно на первых слоях), он провоцирует усадку и расслоение. При необходимости используйте минимальный обдув только для мелких элементов.
Подведем итог
Используйте ABS, если нужны прочные, ударопрочные и термостойкие детали, например, компоненты механизмов, корпуса устройств, автодетали или рабочие прототипы.
Материал хорошо поддается постобработке и подходит для изделий с умеренной нагрузкой. Но чаще его используют опытные пользователи. Нужно учитывать усадку, контролировать температуру, использовать закрытую камеру и сушить филамент перед использованием. Новичкам может быть сложно, поэтому тем, кто осваивает первые шаги в мире аддитивных технологий, для старта лучше выбрать более простой в работе PLA.
" ["DETAIL_PICTURE"]=> array(20) { ["ID"]=> string(5) "46652" ["TIMESTAMP_X"]=> string(19) "24.06.2026 14:54:33" ["MODULE_ID"]=> string(6) "iblock" ["HEIGHT"]=> string(3) "675" ["WIDTH"]=> string(4) "1200" ["FILE_SIZE"]=> string(5) "41298" ["CONTENT_TYPE"]=> string(10) "image/jpeg" ["SUBDIR"]=> string(43) "iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m" ["FILE_NAME"]=> string(27) "3d-pechat-abs-plastikom.jpg" ["ORIGINAL_NAME"]=> string(27) "3d-pechat-abs-plastikom.jpg" ["DESCRIPTION"]=> string(0) "" ["HANDLER_ID"]=> NULL ["EXTERNAL_ID"]=> string(32) "qn4bsmx9xlt2nh6eaub1h8tf4qafc4w8" ["VERSION_ORIGINAL_ID"]=> NULL ["META"]=> string(0) "" ["SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m/3d-pechat-abs-plastikom.webp" ["UNSAFE_SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m/3d-pechat-abs-plastikom.webp" ["SAFE_SRC"]=> string(107) "/upload/dev2fun.imagecompress/webp/iblock/5e1/j22mz7dn1604xvanjksvvxe57ltfon3m/3d-pechat-abs-plastikom.webp" ["ALT"]=> string(38) "3D печать ABS пластиком" ["TITLE"]=> string(38) "3D печать ABS пластиком" } ["DATE_ACTIVE_FROM"]=> string(10) "03.06.2026" ["ACTIVE_FROM"]=> string(10) "03.06.2026" ["DATE_ACTIVE_TO"]=> NULL ["ACTIVE_TO"]=> NULL } ["PROPERTIES"]=> array(7) { ["PICS_NEWS"]=> array(36) { ["ID"]=> string(1) "1" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(33) "Картинки новостей" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(9) "PICS_NEWS" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "F" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "Y" ["XML_ID"]=> string(3) "240" ["FILE_TYPE"]=> string(24) "jpg, gif, bmp, png, jpeg" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "N" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> bool(false) ["VALUE"]=> bool(false) ["DESCRIPTION"]=> bool(false) ["VALUE_ENUM"]=> NULL ["VALUE_XML_ID"]=> NULL ["VALUE_SORT"]=> NULL ["~VALUE"]=> bool(false) ["~DESCRIPTION"]=> bool(false) ["~NAME"]=> string(33) "Картинки новостей" ["~DEFAULT_VALUE"]=> string(0) "" } ["TYPE_POST"]=> &array(37) { ["ID"]=> string(2) "26" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(17) "Тип поста" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(9) "TYPE_POST" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "L" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "N" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "Y" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> string(6) "267875" ["VALUE"]=> string(12) "Статьи" ["DESCRIPTION"]=> NULL ["VALUE_ENUM"]=> string(12) "Статьи" ["VALUE_XML_ID"]=> string(32) "59bbd8886dc571e0a99ab66d5247803e" ["VALUE_SORT"]=> string(3) "500" ["VALUE_ENUM_ID"]=> string(2) "19" ["~VALUE"]=> string(12) "Статьи" ["~DESCRIPTION"]=> NULL ["~NAME"]=> string(17) "Тип поста" ["~DEFAULT_VALUE"]=> string(0) "" } ["FORUM_TOPIC_ID"]=> array(36) { ["ID"]=> string(3) "195" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(53) "Тема форума для комментариев" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(14) "FORUM_TOPIC_ID" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "N" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "N" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "N" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> NULL ["VALUE"]=> string(0) "" ["DESCRIPTION"]=> string(0) "" ["VALUE_ENUM"]=> NULL ["VALUE_XML_ID"]=> NULL ["VALUE_SORT"]=> NULL ["~VALUE"]=> string(0) "" ["~DESCRIPTION"]=> string(0) "" ["~NAME"]=> string(53) "Тема форума для комментариев" ["~DEFAULT_VALUE"]=> string(0) "" } ["FORUM_MESSAGE_CNT"]=> array(36) { ["ID"]=> string(3) "196" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(65) "Количество комментариев к элементу" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(17) "FORUM_MESSAGE_CNT" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "N" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "N" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "N" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> NULL ["VALUE"]=> string(0) "" ["DESCRIPTION"]=> string(0) "" ["VALUE_ENUM"]=> NULL ["VALUE_XML_ID"]=> NULL ["VALUE_SORT"]=> NULL ["~VALUE"]=> string(0) "" ["~DESCRIPTION"]=> string(0) "" ["~NAME"]=> string(65) "Количество комментариев к элементу" ["~DEFAULT_VALUE"]=> string(0) "" } ["TAG"]=> array(36) { ["ID"]=> string(3) "224" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(8) "Теги" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(3) "TAG" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "S" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "Y" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "N" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> bool(false) ["VALUE"]=> bool(false) ["DESCRIPTION"]=> bool(false) ["VALUE_ENUM"]=> NULL ["VALUE_XML_ID"]=> NULL ["VALUE_SORT"]=> NULL ["~VALUE"]=> bool(false) ["~DESCRIPTION"]=> bool(false) ["~NAME"]=> string(8) "Теги" ["~DEFAULT_VALUE"]=> string(0) "" } ["FOR_PRODUCT"]=> array(36) { ["ID"]=> string(3) "253" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(30) "Обзор для товара" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(11) "FOR_PRODUCT" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "E" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "Y" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "7" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "N" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> bool(false) ["VALUE"]=> bool(false) ["DESCRIPTION"]=> bool(false) ["VALUE_ENUM"]=> NULL ["VALUE_XML_ID"]=> NULL ["VALUE_SORT"]=> NULL ["~VALUE"]=> bool(false) ["~DESCRIPTION"]=> bool(false) ["~NAME"]=> string(30) "Обзор для товара" ["~DEFAULT_VALUE"]=> string(0) "" } ["CONTENTS_LIST"]=> array(36) { ["ID"]=> string(3) "273" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(20) "Оглавление" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(13) "CONTENTS_LIST" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "S" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "Y" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "Y" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "N" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> NULL ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> bool(false) ["VALUE"]=> bool(false) ["DESCRIPTION"]=> bool(false) ["VALUE_ENUM"]=> NULL ["VALUE_XML_ID"]=> NULL ["VALUE_SORT"]=> NULL ["~VALUE"]=> bool(false) ["~DESCRIPTION"]=> bool(false) ["~NAME"]=> string(20) "Оглавление" ["~DEFAULT_VALUE"]=> string(0) "" } } ["DISPLAY_PROPERTIES"]=> array(1) { ["TYPE_POST"]=> array(38) { ["ID"]=> string(2) "26" ["TIMESTAMP_X"]=> string(19) "2023-08-08 13:12:21" ["IBLOCK_ID"]=> string(1) "1" ["NAME"]=> string(17) "Тип поста" ["ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["CODE"]=> string(9) "TYPE_POST" ["DEFAULT_VALUE"]=> string(0) "" ["PROPERTY_TYPE"]=> string(1) "L" ["ROW_COUNT"]=> string(1) "1" ["COL_COUNT"]=> string(2) "30" ["LIST_TYPE"]=> string(1) "L" ["MULTIPLE"]=> string(1) "N" ["XML_ID"]=> NULL ["FILE_TYPE"]=> string(0) "" ["MULTIPLE_CNT"]=> string(1) "5" ["TMP_ID"]=> NULL ["LINK_IBLOCK_ID"]=> string(1) "0" ["WITH_DESCRIPTION"]=> string(1) "N" ["SEARCHABLE"]=> string(1) "N" ["FILTRABLE"]=> string(1) "Y" ["IS_REQUIRED"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["USER_TYPE"]=> NULL ["USER_TYPE_SETTINGS"]=> string(6) "a:0:{}" ["HINT"]=> string(0) "" ["PROPERTY_VALUE_ID"]=> string(6) "267875" ["VALUE"]=> string(12) "Статьи" ["DESCRIPTION"]=> NULL ["VALUE_ENUM"]=> string(12) "Статьи" ["VALUE_XML_ID"]=> string(32) "59bbd8886dc571e0a99ab66d5247803e" ["VALUE_SORT"]=> string(3) "500" ["VALUE_ENUM_ID"]=> string(2) "19" ["~VALUE"]=> string(12) "Статьи" ["~DESCRIPTION"]=> NULL ["~NAME"]=> string(17) "Тип поста" ["~DEFAULT_VALUE"]=> string(0) "" ["DISPLAY_VALUE"]=> string(12) "Статьи" } } ["IBLOCK"]=> array(94) { ["ID"]=> string(1) "1" ["~ID"]=> string(1) "1" ["TIMESTAMP_X"]=> string(19) "12.10.2022 12:52:28" ["~TIMESTAMP_X"]=> string(19) "12.10.2022 12:52:28" ["IBLOCK_TYPE_ID"]=> string(4) "news" ["~IBLOCK_TYPE_ID"]=> string(4) "news" ["LID"]=> string(2) "s1" ["~LID"]=> string(2) "s1" ["CODE"]=> string(4) "news" ["~CODE"]=> string(4) "news" ["API_CODE"]=> NULL ["~API_CODE"]=> NULL ["REST_ON"]=> string(1) "N" ["~REST_ON"]=> string(1) "N" ["NAME"]=> string(14) "Новости" ["~NAME"]=> string(14) "Новости" ["ACTIVE"]=> string(1) "Y" ["~ACTIVE"]=> string(1) "Y" ["SORT"]=> string(3) "500" ["~SORT"]=> string(3) "500" ["LIST_PAGE_URL"]=> string(6) "/blog/" ["~LIST_PAGE_URL"]=> string(6) "/blog/" ["DETAIL_PAGE_URL"]=> string(31) "#SITE_DIR#/blog/#ELEMENT_CODE#/" ["~DETAIL_PAGE_URL"]=> string(31) "#SITE_DIR#/blog/#ELEMENT_CODE#/" ["SECTION_PAGE_URL"]=> NULL ["~SECTION_PAGE_URL"]=> NULL ["CANONICAL_PAGE_URL"]=> string(0) "" ["~CANONICAL_PAGE_URL"]=> string(0) "" ["PICTURE"]=> NULL ["~PICTURE"]=> NULL ["DESCRIPTION"]=> string(0) "" ["~DESCRIPTION"]=> string(0) "" ["DESCRIPTION_TYPE"]=> string(4) "text" ["~DESCRIPTION_TYPE"]=> string(4) "text" ["RSS_TTL"]=> string(2) "24" ["~RSS_TTL"]=> string(2) "24" ["RSS_ACTIVE"]=> string(1) "Y" ["~RSS_ACTIVE"]=> string(1) "Y" ["RSS_FILE_ACTIVE"]=> string(1) "N" ["~RSS_FILE_ACTIVE"]=> string(1) "N" ["RSS_FILE_LIMIT"]=> string(1) "0" ["~RSS_FILE_LIMIT"]=> string(1) "0" ["RSS_FILE_DAYS"]=> string(1) "0" ["~RSS_FILE_DAYS"]=> string(1) "0" ["RSS_YANDEX_ACTIVE"]=> string(1) "N" ["~RSS_YANDEX_ACTIVE"]=> string(1) "N" ["XML_ID"]=> string(15) "clothes_news_s1" ["~XML_ID"]=> string(15) "clothes_news_s1" ["TMP_ID"]=> string(32) "461b1136da34d79b381d324731449df0" ["~TMP_ID"]=> string(32) "461b1136da34d79b381d324731449df0" ["INDEX_ELEMENT"]=> string(1) "Y" ["~INDEX_ELEMENT"]=> string(1) "Y" ["INDEX_SECTION"]=> string(1) "N" ["~INDEX_SECTION"]=> string(1) "N" ["WORKFLOW"]=> string(1) "N" ["~WORKFLOW"]=> string(1) "N" ["BIZPROC"]=> string(1) "N" ["~BIZPROC"]=> string(1) "N" ["SECTION_CHOOSER"]=> string(1) "L" ["~SECTION_CHOOSER"]=> string(1) "L" ["LIST_MODE"]=> string(0) "" ["~LIST_MODE"]=> string(0) "" ["RIGHTS_MODE"]=> string(1) "S" ["~RIGHTS_MODE"]=> string(1) "S" ["SECTION_PROPERTY"]=> string(1) "Y" ["~SECTION_PROPERTY"]=> string(1) "Y" ["PROPERTY_INDEX"]=> string(1) "N" ["~PROPERTY_INDEX"]=> string(1) "N" ["VERSION"]=> string(1) "1" ["~VERSION"]=> string(1) "1" ["LAST_CONV_ELEMENT"]=> string(1) "0" ["~LAST_CONV_ELEMENT"]=> string(1) "0" ["SOCNET_GROUP_ID"]=> NULL ["~SOCNET_GROUP_ID"]=> NULL ["EDIT_FILE_BEFORE"]=> string(0) "" ["~EDIT_FILE_BEFORE"]=> string(0) "" ["EDIT_FILE_AFTER"]=> string(0) "" ["~EDIT_FILE_AFTER"]=> string(0) "" ["SECTIONS_NAME"]=> string(14) "Разделы" ["~SECTIONS_NAME"]=> string(14) "Разделы" ["SECTION_NAME"]=> string(12) "Раздел" ["~SECTION_NAME"]=> string(12) "Раздел" ["ELEMENTS_NAME"]=> string(14) "Новости" ["~ELEMENTS_NAME"]=> string(14) "Новости" ["ELEMENT_NAME"]=> string(14) "Элемент" ["~ELEMENT_NAME"]=> string(14) "Элемент" ["FULLTEXT_INDEX"]=> string(1) "N" ["~FULLTEXT_INDEX"]=> string(1) "N" ["EXTERNAL_ID"]=> string(15) "clothes_news_s1" ["~EXTERNAL_ID"]=> string(15) "clothes_news_s1" ["LANG_DIR"]=> string(1) "/" ["~LANG_DIR"]=> string(1) "/" ["SERVER_NAME"]=> string(9) "3dtech.by" ["~SERVER_NAME"]=> string(9) "3dtech.by" } ["SECTION"]=> array(1) { ["PATH"]=> array(0) { } } ["SECTION_URL"]=> string(0) "" ["META_TAGS"]=> array(5) { ["TITLE"]=> string(38) "3D печать ABS пластиком" ["ELEMENT_CHAIN"]=> string(38) "3D печать ABS пластиком" ["BROWSER_TITLE"]=> string(162) "3D печать ABS пластиком: особенности и характеристики, настройки принтера, применение | 3Dtech" ["KEYWORDS"]=> string(37) "3D, печать, ABS, пластик" ["DESCRIPTION"]=> string(408) "Подробный обзор процесса 3D печати ABS пластиком. Все о свойствах и особенностях материала и его применении, включая характеристики, плюсы и минусы, сравнение с аналогами. Советы и лайфхаки от экспертов читайте в нашей статье" } }
ABS-пластик — инженерный материал для 3D печати на FDM (FFF) принтерах. Инженеры и энтузиасты по всему миру продолжают выбирать его для своих проектов. И это неспроста: по сочетанию прочности, термостойкости и доступности у пластика нет прямых конкурентов.
Содержание
- Что такое ABS пластик, его свойства и особенности
- Отличие от PLA и PETG
- Преимущества и недостатки ABS
- Где применяется ABS в 3D-печати
- Требования к 3D-принтеру для печати ABS
- Основные настройки печати ABS
- Подготовка к печати
- Основные проблемы при печати ABS и их решения
- Постобработка изделий из ABS
- Советы и лайфхаки для стабильной печати ABS
- Подведем итог
PLA проще в печати, PETG химически устойчивее, но они не могут выдержать большие механические нагрузки и нагрев до 100°C, как АБС. Поэтому материал подходит для ответственных задач. Из него печатают шестерни, корпуса электроники, прототипы механизмов и другие изделия.
Что такое ABS пластик, его свойства и особенности
Аббревиатура ABS расшифровывается как акрилонитрилбутадиенстирол. За названием скрывается тройной сополимер. Акрилонитрил отвечает за химическую стойкость и сопротивляемость нагреву. Бутадиен придает материалу способность поглощать энергию удара без разрушения. Стирол связывает структуру, делает поверхность жесткой и придает глянец.
Основные свойства ABS-пластика:
- Прочность. Выдерживает серьезные механические нагрузки, не растрескивается при падениях и ударах.
- Термостойкость. Сохраняет форму при температуре до 100°C (некоторые марки выдерживают нагрев до 113 °C).
- Ударная вязкость. Материал не крошится от резких воздействий.
Пластик прост в обработке. Поверхность отпечатка можно сгладить до блеска с помощью паров ацетона, отдельные части склеить тем же растворителем. Заготовки можно шлифовать, сверлить, окрашивать.
Отличие от PLA и PETG
| Параметр | ABS | PLA | PETG |
| Термостойкость | Высокая (до 100–113°C) | Низкая (деформируется при 60°C) | Средняя (до 85°C) |
| Ударная прочность | Высокая: устойчив к ударам и вибрациям | Хрупкий: склонен к трещинам | Хорошая: прочнее PLA, но уступает ABS |
| Химическая стойкость | Устойчив к маслам, кислотам, щелочам; растворяется в ацетоне | Низкая | Высокая: устойчив ко многим химикатам |
| Постобработка | Отличная: шлифуется, полируется, склеивается хлористым метиленом | Ограниченная: плохо растворяется | Умеренная: шлифуется, возможна химическая обработка дихлорметаном |
| Безопасность | Выделяет токсичные пары, нужна вентиляция | Безопасен, поскольку изготовлен из биосырья | Безопасен: без вредных веществ |
| Усадка | Значительная: нужно масштабирование и защита от сквозняков | Минимальная | Умеренная |
Итог: ABS выбирают, если нужна прочность, термостойкость и возможность доработки отпечатка. PLA подходит для быстрых и безопасных проектов без серьезных нагрузок. PETG используют для универсальных задач, где важна химическая стойкость и простота печати.
Преимущества и недостатки ABS
Рассмотрим основные плюсы материала, благодаря которым он стал востребованным:
- Высокая прочность. Детали из ABS выдерживают механические нагрузки, которые разрушили бы PLA или деформировали PETG.
- Термостойкость. Рабочий диапазон до 100-113°C позволяет использовать ABS в моторных отсеках, под корпусами оборудования и других узлах с нагревом.
- Подходит для механических деталей. ABS гасит вибрации и не разрушается от циклических нагрузок.
Минусы у полимера тоже есть:
- Усадка. Отпечаток сжимается при остывании. Если не компенсировать усадку в настройках слайсера и не защитить рабочую зону от сквозняков, края детали могут оторваться и растрескаться.
- Запах при печати. Нагретый ABS выделяет пары стирола. Запах резкий и небезопасный при долгом вдыхании, поэтому при работе помещение нужно проветривать.
- Нужно оборудование с закрытым корпусом. Печать на открытом устройстве может привести к трещинам и расслоению.
Обратите внимание: ABS-пластик не универсален. Для контакта с пищей и медицинского применения он не подойдет — материал токсичен и не биосовместим. Также ABS не рекомендуют использовать новичкам.
Где применяется ABS в 3D-печати
- Функциональные детали. Из ABS печатают шестерни, шарниры, рычаги, втулки и другие компоненты, которые должны выдерживать механические нагрузки и износ. Материал хорошо работает на изгиб и кручение, подходит для подвижных и сопрягаемых деталей.
- Корпуса. Полимер востребован для изготовления корпусов электроники и бытовой техники. Он защищает внутренние узлы, устойчив к ударам.
- Автокомпоненты. В автомобилестроении филамент применяют для печати молдингов, решеток, вставок, креплений, элементов приборной панели, а также прототипов бамперов и фар.
- Прототипирование. Позволяет проверить геометрию, посадку и функциональность изделия перед запуском в серийное производство.
Также ABS используют в дизайне и хобби для изготовления декоративных элементов, сувениров, игрушек и образовательных моделей.
Требования к 3D-принтеру для печати ABS
Из-за склонности материала к усадке и деформации при остывании нужно соблюдать ряд требований.
Закрытая камера (желательно)
Помогает поддержать стабильную температуру в рабочей зоне и защищает от сквозняков. В итоге снижается риск коробления и отслоения модели. Закрытая камера — обязательное условие при печати крупных объектов. Полностью закрытые принтеры дороже, но для ABS вложения оправданы.
Активная термокамера
Прогревает воздух внутри до ~60-65°С и улучшает адгезию между слоями. Она помогает сократить риск расслоения и увеличивает прочность деталей поперек слоев на ~20-50%.
Подогреваемый стол
Без подогрева пластик не закрепится на холодной поверхности. Стол должен держать нагрев весь цикл печати, а не только на старте. Остывшая платформа сожмет нижние слои быстрее верхних — отпечаток может оторваться от поверхности во время построения.
Стабильная температура
На температурные колебания деталь может отзываться усадкой или расслоением.
Основные настройки печати ABS
- Температура экструдера. Рабочий диапазон 230-260°C. Точное значение зависит от конкретного производителя филамента. Начинайте с 240°C и корректируйте по тестовой печати. Недогрев даст слабое сцепление слоев, перегрев — пузыри и деградацию пластика.
- Нагрев стола. Платформу прогревают до 80-110°C. Для первого слоя часто выставляют верхнюю границу, а после опускаются на 5-10 градусов.
- Скорость печати. Оптимально 40-60 мм/с. Для печати первого слоя значения устанавливают на 20-30 мм/с.
- Обдув. Вентилятор почти всегда отключают. Быстрое охлаждение создает резкий перепад температуры, из-за чего могут появиться трещины. Легкий обдув иногда включают на мостах и нависающих элементах, но мощность выставляют минимальной (10-20%). В закрытой термокамере часто хватает естественной конвекции.
- Адгезия первого слоя. Без надежного сцепления со столом печать закончится, едва начавшись. Используйте клей-карандаш, клейстер из ABS с ацетоном или специальные адгезионные составы.
Подготовка к печати
Перед печатью откалибруйте стол: нужно добиться равномерного зазора между соплом и поверхностью по всей площади рабочей платформы. Для этого проверьте уровень в нескольких точках вручную или с помощью автоматической калибровки, если она предусмотрена в принтере.
Чтобы минимизировать риск отрыва детали из-за усадки ABS, используйте адгезионные средства. На поверхность стола можно нанести специальный клей для 3D-печати или лак. Если стол оснащен PEI-пластины, дополнительные средства обычно не нужны.
Важна сушка пластика. ABS впитывает влагу из воздуха. Отсыревший филамент выдает себя потрескиванием при печати, пузырями на поверхности детали и плохим сцеплением слоев. Перед печатью катушку нужно просушить в течение 4-6 часов при 60-70 градусах. Можно использовать сушилки для фруктов, филаментов или духовку.
Основные проблемы при печати ABS и их решения
Новички и опытные пользователи иногда сталкиваются со сложностями при печати ABS. Разберем 4 основные проблемы.
Усадка и деформация
Проблема: края отпечатки загибаются вверх, углы отрываются, деталь коробится.
Причина: ABS сжимается при остывании. Если верхние слои охлаждаются быстрее нижних, возникает внутреннее напряжение, из-за которого края отрываются.
Решение: держите камеру закрытой весь цикл печати. Поднимите температуру стола до верхней границы диапазона. Добавьте кайму в слайсере — он увеличит пятно контакта. Исключите сквозняки.
Расслоение слоев
Проблема: готовый объект трескается по горизонтали, слои отделяются друг от друга.
Причина: слабое сцепление между слоями. Возникает при заниженной температуре сопла, слишком высокой скорости или резком охлаждении предыдущего слоя до укладки следующего.
Решение: поднимите температуру сопла на 5-10 градусов. Снизьте скорость печати до 40-50 мм/с. Отключите обдув. Проверьте термодатчик, возможно, он показывает неверные значения и реальная температура ниже заданной.
Нити и «паутинка»
Проблема: за соплом тянутся тонкие волоски пластика, деталь покрывается пухом.
Причина: избыточная температура экструдера или недостаточная откат. Пластик слишком жидкий и продолжает вытекать при холостых перемещениях.
Решение: снизьте температуру сопла ступенчато по 5°C. Увеличьте длину откат на 1-2 мм для «Боуден» экструдеров и 0,1-0,5 мм для экструдеров «Директ». Ускорьте холостые перемещения — чем быстрее сопло уходит с точки, тем меньше будет нитей. Проверьте сухость филамента: влажный ABS тоже склонен к «паутинке».
Плохая адгезия
Проблема: первый слой не прилипает к столу, смещается или отрывается во время печати.
Причина: неправильный зазор между соплом и платформой, недостаточная температура стола или загрязненная поверхность.
Решение: откалибруйте стол на рабочей температуре щупом 0,1 мм. Обезжирьте платформу изопропиловым спиртом. Нанесите свежий слой клея или лака. Убедитесь, что стол равномерно прогрет.
Постобработка изделий из ABS
Объекты из ABS легко поддаются постобработке. Для глянцевого эффекта их обрабатывают ацетоном паровой баней или кистью в проветриваемом помещении. Неровности убирают шлифовкой. Детали склеивают ацетоном и дихлорметаном, который менее токсичен. Для финишного вида наносят грунтовку, затем краску.
Советы и лайфхаки для стабильной печати ABS
- Используйте кайму или юбку, он улучшит адгезию и снизит риск отслоения.
- Печатайте в закрытой камере, она поддержит стабильную температуру, уменьшит усадку и деформацию.
- Избегайте сквозняков, они приводят к неравномерному охлаждению и короблению объекта.
- Не ставьте сильный обдув (особенно на первых слоях), он провоцирует усадку и расслоение. При необходимости используйте минимальный обдув только для мелких элементов.
Подведем итог
Используйте ABS, если нужны прочные, ударопрочные и термостойкие детали, например, компоненты механизмов, корпуса устройств, автодетали или рабочие прототипы.
Материал хорошо поддается постобработке и подходит для изделий с умеренной нагрузкой. Но чаще его используют опытные пользователи. Нужно учитывать усадку, контролировать температуру, использовать закрытую камеру и сушить филамент перед использованием. Новичкам может быть сложно, поэтому тем, кто осваивает первые шаги в мире аддитивных технологий, для старта лучше выбрать более простой в работе PLA.